3D baskı sürecinde her kullanıcı, zaman zaman başarısız baskılarla karşılaşır. Bu durum, anlık bir hayal kırıklığı yaratabilir ve çoğu zaman bu hatalı parçalar doğrudan çöp kutusuna gider. Ancak bu yaklaşım, hem değerli bir öğrenme fırsatını kaçırmak hem de malzeme israfına yol açmak demektir. Başarısız bir baskı, sorunun kökenine inmek için paha biçilmez veriler sunar. Bu rehberde, başarısız baskılarınızı nasıl değerlendireceğinizi ve bunları bir sonraki başarılı baskınızın anahtarı haline nasıl getireceğinizi ele alacağız.
Kısa Özet
Başarısız 3D baskılar, sorunları teşhis etmek ve gelecekteki baskı kalitesini artırmak için değerli birer kaynaktır. Her hatayı dikkatlice inceleyerek, dilimleyici ayarlarınızdan (slicer settings) makine kalibrasyonunuza kadar birçok alanda iyileştirmeler yapabilirsiniz.
Neden Başarısız Baskıları Değerlendirmelisiniz?
Her başarısız deneme, bir sonraki baskının daha iyi olması için bir geri bildirim döngüsü oluşturur. Bu parçaları analiz etmek, sadece sorunu çözmekle kalmaz, aynı zamanda 3D baskı bilginizi ve tecrübenizi de artırır. Değerlendirme size şunları sağlar:
- Sorun Teşhisi: Hatanın tam olarak neyden kaynaklandığını anlamak.
- Süreç Optimizasyonu: Dilimleyici ayarlarınızı veya yazıcınızın mekanik durumunu iyileştirmek.
- Malzeme Tasarrufu: Tekrar tekrar aynı hatayı yapmaktan kaçınarak filament israfını önlemek.
- Baskı Kalitesi Artışı: Daha istikrarlı ve yüksek kaliteli sonuçlar elde etmek.
Başarısız Baskıları Adım Adım Değerlendirme Süreci
Başarısız bir baskıyı değerlendirirken izlenecek sistematik bir yaklaşım, sorunun kökenine inmenizi kolaylaştırır.
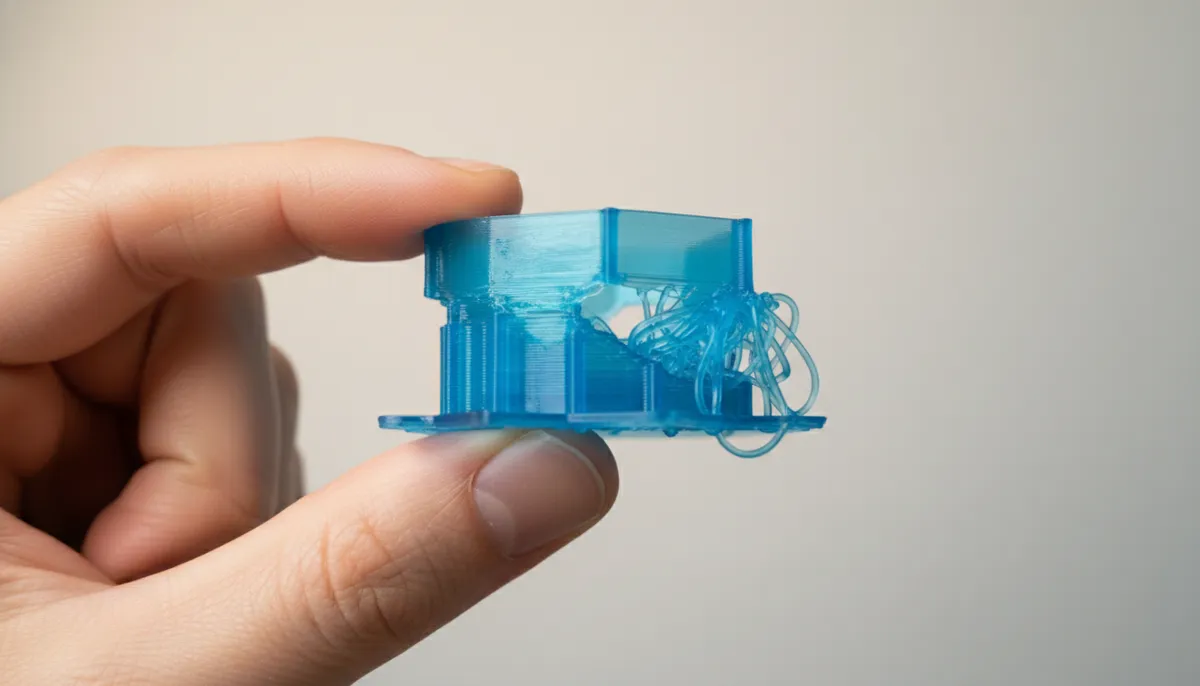
Görsel ve Dokunsal İnceleme
Baskıyı elinize alarak detaylı bir gözlem yapın. Sorunun nerede başladığını, hangi katmanlarda veya bölgelerde yoğunlaştığını belirleyin.
- Katman Sorunları: Katman kayması (layer shifting), katman ayrılması (delamination), eksik katmanlar veya düzensiz katman çizgileri (inconsistent layers) var mı?
- Yüzey Kusurları: Aşırı tel çekme (stringing), kabarcıklar (blobs), zayıf köprüler (poor bridging), yanık veya erimiş bölgeler var mı?
- İlk Katman Sorunları: Yatağa yapışma (bed adhesion) sorunları, kalkma (warping) veya ilk katmanın hiç oluşmaması durumu söz konusu mu?
- Destek Yapıları: Destekler modele yapışmış mı, yoksa kolayca ayrılıyor mu? Modeli yeterince desteklememiş mi?
- Mekanik Hatalar: Modelin belirli bir eksende mi kaydığını, yoksa genel bir bozulma mı olduğunu gözlemleyin.
Sorunun Kategorize Edilmesi
Gözlemlerinize dayanarak, sorunu genel bir kategoriye oturtmaya çalışın. Bu, olası nedenleri daraltmanıza yardımcı olacaktır.
- Yatağa Yapışma Sorunları (Bed Adhesion Issues)
- İlk katmanın baskı yatağına düzgün yapışmaması, kalkması veya tamamen ayrılması.
- Ekstrüzyon Sorunları (Extrusion Issues)
- Filamentin düzensiz veya yetersiz akışı, tıkalı nozül, atlamalı ekstrüzyon (under/over extrusion).
- Mekanik Sorunlar (Mechanical Issues)
- Kayış gevşekliği, eksenlerdeki boşluklar (play), gevşek vidalar, motor sorunları.
- Sıcaklık Sorunları (Temperature Issues)
- Nozül veya yatak sıcaklığının uygun olmaması, filamentin kötü erimesi veya soğuması.
- Soğutma Sorunları (Cooling Issues)
- Model soğutmasının yetersiz veya aşırı olması, katmanlar arası yapışmayı veya yüzey kalitesini etkilemesi.
Olası Nedenleri Araştırma ve Karşılaştırma
Sorunun kategorisini belirledikten sonra, olası nedenleri araştırmaya başlayın. Yazıcı modelinize, kullandığınız filamente ve dilimleyici yazılımınıza özel forumları, rehberleri ve hata giderme tablolarını inceleyin.
- Dilimleyici Ayarları: Son baskınızda veya önceki başarılı baskılarınızda hangi ayarları değiştirdiğinizi gözden geçirin (katman yüksekliği, baskı hızı, sıcaklıklar, geri çekme – retraction, fan hızı vb.).
- Filament: Yeni bir filament mi kullanıyorsunuz? Nemli mi olabilir? Farklı bir marka veya tür mü?
- Yazıcı Bakımı: Nozül tıkalı mı? Baskı yatağı kirli mi veya düzgün hizalanmamış mı? Kayışlar gergin mi?
- Ortam Koşulları: Ortam sıcaklığı veya hava akımı ani değişiklikler gösterdi mi?
Ayarlarda İnce Ayarlar ve Test Baskısı
Araştırmalarınız sonucunda belirlediğiniz potansiyel nedenlere yönelik ayarlamalar yapın. Her değişiklikten sonra, büyük bir model yerine küçük, hızlı basılabilen bir test modeli kullanarak değişikliğin etkisini gözlemleyin.
- Yatak Kalibrasyonu: Otomatik yatak hizalaması (auto bed leveling) kullansanız bile manuel kontrol ve ince ayar önemlidir.
- Sıcaklık Kulesi (Temperature Tower) Basımı: Filamentiniz için ideal baskı sıcaklığını bulmak amacıyla bir sıcaklık kulesi basmak, ekstrüzyon ve katman yapışma sorunlarına yardımcı olabilir.
- Geri Çekme Testi (Retraction Test): Tel çekme sorunları için geri çekme mesafesi ve hızını test edin.
- Akış Kalibrasyonu (Flow Calibration): Filamentin doğru miktarda ekstrüde edildiğinden emin olun.
Başarısız Baskıların Yeniden Değerlendirilmesi ve Kullanımı
Her başarısız baskıyı çöpe atmak yerine, onları farklı şekillerde değerlendirebilirsiniz:
- Görsel Referans Kütüphanesi: Karşılaştığınız hata türlerini, nedenlerini ve çözümlerini içeren bir "hata kütüphanesi" oluşturun. Gelecekte benzer bir sorunla karşılaştığınızda hızlıca referans alabilirsiniz.
- Test Parçaları: Farklı zımparalama teknikleri, boyama yöntemleri, yapıştırıcılar veya yüzey işlemeleri (post-processing) denemek için kullanın. Başarısız baskılar, yeni teknikler öğrenmek için risksiz birer denek görevi görür.
- Geri Dönüşüm: PLA gibi bazı filament türleri, özel geri dönüşüm süreçleriyle yeniden kullanılabilir. Eğer yerel bir geri dönüşüm programı varsa, bu parçaları biriktirmeyi düşünebilirsiniz.
- Sanatsal Projeler: Bazen "hatalı" bir baskının kendine özgü estetiği olabilir. Yaratıcı projelerde veya karmaşık dokular oluşturmada kullanılabilir.
Sık Sorulan Sorular
Hangi filamentler geri dönüştürülebilir?
PLA (Polilaktik Asit) en yaygın geri dönüştürülebilir 3D baskı filamentidir. PETG de bazı özel tesislerde geri dönüştürülebilirken, ABS gibi diğer filamentler için geri dönüşüm daha zordur ve genellikle özel endüstriyel süreçler gerektirir.
Başarısız bir baskıdan sonra ilk nereyi kontrol etmeliyim?
En sık rastlanan sorunlar genellikle ilk katman yapışması ve ekstrüzyon sorunlarıdır. Bu nedenle, öncelikle baskı yatağının temizliğini ve kalibrasyonunu, ardından nozülün tıkalı olup olmadığını ve filament akışını kontrol etmek iyi bir başlangıçtır.
Başarısız 3D baskılar, aslında sürecin bir parçasıdır. Her biri, makineniz, filamentiniz veya ayarlarınız hakkında önemli bilgiler taşıyan birer ders niteliğindedir. Onları birer atık olarak görmek yerine, birer gelişim aracı olarak değerlendirmek, 3D baskı becerilerinizi artırmanın ve daha tutarlı, yüksek kaliteli sonuçlar elde etmenin en etkili yollarından biridir. Unutmayın, en deneyimli kullanıcılar bile başarısız baskılarla karşılaşır; onları diğerlerinden ayıran, bu hatalardan ders çıkarabilme yetenekleridir.